圖片:
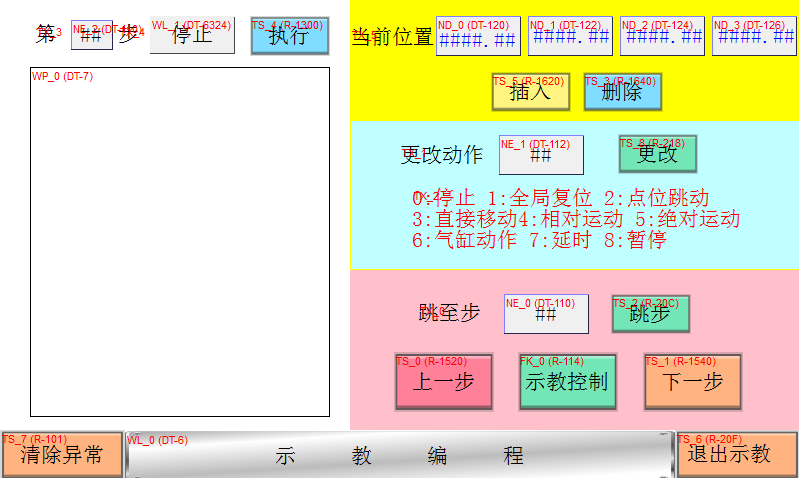
只要記錄幾個關鍵信息,具體寫就要看各人的編程方式了,我是這樣做的,供參考
1:假設有50步, 每一步的動作號,則分配 D0~D49 共計50個寄存器,存儲動作號。
2:假設有50步,每一步的動作參數用數據, 假設每一步用20個,D100-D119,D120-D139. …………共分配50組,每組20個。
3:每一步動作號里的數據值表示不同的動作,D0=0 什么動作,D0=1什么動作,D0=2 什么動作,D1.D2到D49同理。
4:示教記錄每一步的數據,比如第1步示教D0需要的動作號對應的數值 ,D100~D119里面保存數據。第二步示教D1里面動作號和D120-D139里面的數據。(用變址)
5:每個動作號做成子程序。
6:執行的時候,就是把示教中每一步的數據讀出來,每一步的動作號是什么 則執行對應的子程序,把每一步的參數也讀出來傳到子程序里,兩者一并執行。
 滬公網安備31010802001143號
滬公網安備31010802001143號

