本人現在改造一臺涂布線,有不少疑問,給大家討論、交流下
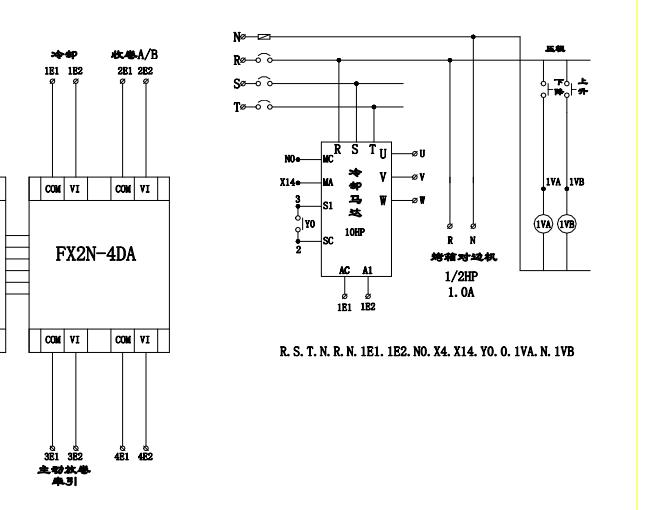
1.涂布線,采用三菱PLC+安川變頻器控制
2.主要分為放卷輥、牽引輥、冷卻輥、收卷輥4個部分,共4個張力控制段落
3.冷卻輥處為基準速度,為主動軸
4.現在冷卻輥直徑想從D=600MM改為300MM
5.我認為冷卻輥(主動軸)直徑減少一半后后,冷卻段速度會降低1倍,而牽引不變的話相當于變快了一倍,所以我想把牽引速度降低一倍即可,這樣還是會同步。但是咨詢設備供應商,技術人員說改程序沒有用,只能改機械結構,而且很麻煩,因為直徑減少了一倍,而且說什么角速度變化了,反正我停不明白。我看他們搞的程序收卷部分都是不用設定什么參數的,都能順利收卷。收卷用LE-40MTB+LE-40MD,自動計算卷徑。看了一天都沒有弄懂他們是如何控制收卷張力的。
6.之前弄過涂布機,收卷用轉矩模式控制收卷張力,但是需要用編碼器來計算長度,從而計算出卷徑,算出轉矩即可。
另外,有哪位大神對LE-40MTB+LE-40MD 自動計算卷徑控制熟悉的,交流下,不勝感謝
01


 滬公網安備31010802001143號
滬公網安備31010802001143號

